High Speed Chemical Pumps and Water Vacuum Ejector Systems – Reliable Solutions for Industrial Fluid Handling
In modern industries, efficient fluid transfer and vacuum generation are essential for maintaining safe and productive operations. Chemical processing plants, pharmaceutical industries, water treatment facilities, and many other sectors require reliable equipment that can handle corrosive chemicals and aggressive gases. Two important solutions used in such environments are high speed chemical pumps and water vacuum ejector systems.
These systems are specifically designed to handle demanding industrial conditions while maintaining efficiency, durability, and safety. Businesses that require dependable equipment for transferring chemicals, acids, and alkalis often rely on specialized pumps and vacuum ejector systems to ensure smooth operations.
This article explains the features, specifications, and applications of high speed pumps and water vacuum ejector systems, and why they are essential products for industrial supply.
High Speed Chemical Pumps
High speed chemical pumps are specially designed pumps used to transfer corrosive liquids and chemicals safely. These pumps are built with materials that can withstand aggressive chemicals and continuous industrial usage. Their robust design and high rotational speed allow them to deliver consistent flow rates with strong pressure performance.
Key Features
High speed pumps offer several advantages for industrial operations:
- High efficiency performance with speeds around 2900 RPM
- Strong resistance to corrosive chemicals such as acids and alkalis
- Durable impellers designed for long operational life
- Multiple capacity ranges suitable for different industrial needs
- Low maintenance design for cost-effective operation
- Reliable suction and delivery performance
These pumps are commonly used where accurate chemical transfer is required without risk of corrosion damage.
Pump Specifications
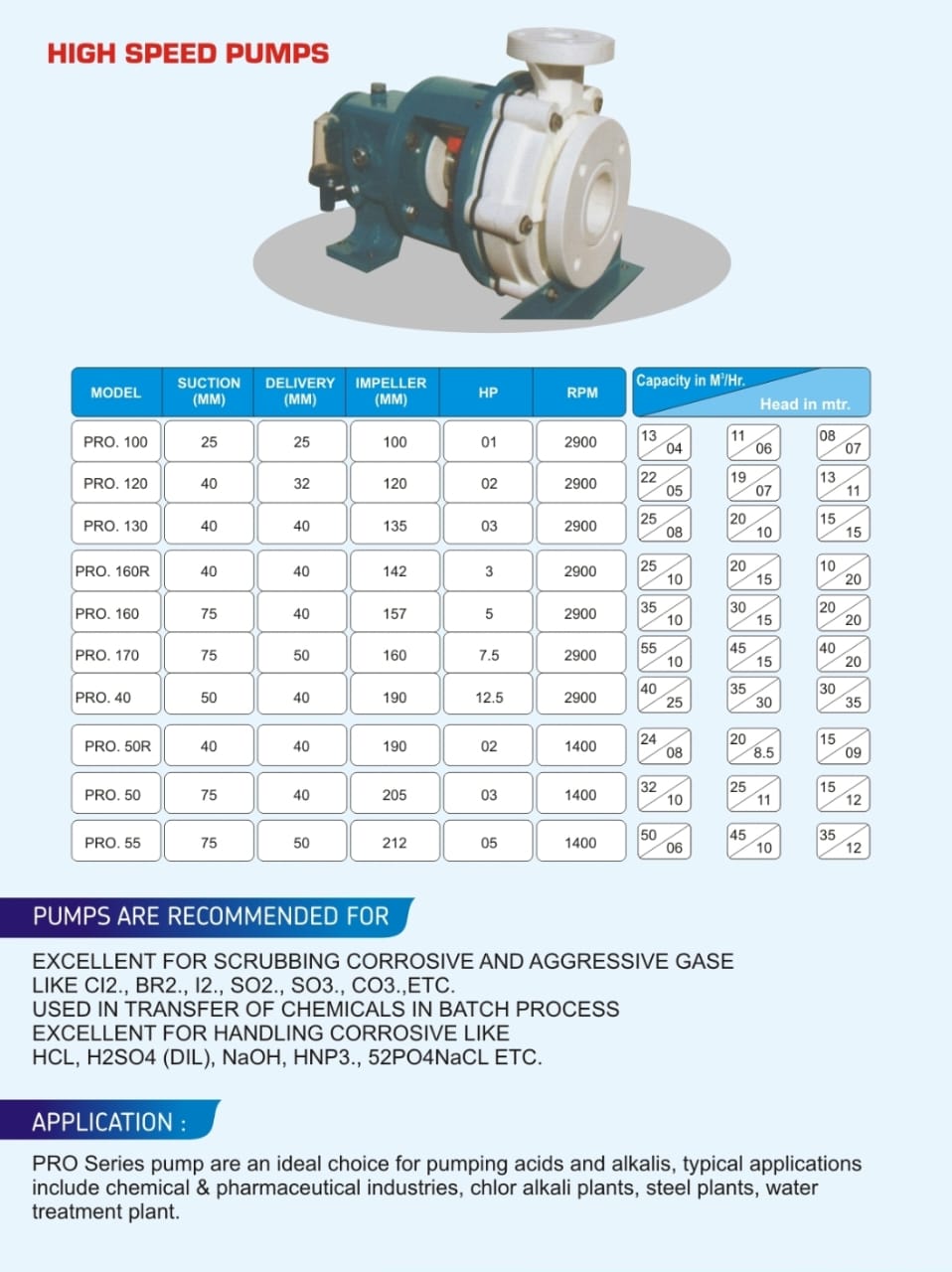
High speed chemical pumps are available in several models with different suction sizes, delivery sizes, impeller diameters, horsepower ratings, and capacities. These variations allow industries to select a pump that matches their exact operational requirements.

Typical Technical Specifications
The pumps generally operate with the following ranges:
- Suction Size: 25 mm to 75 mm
- Delivery Size: 25 mm to 50 mm
- Impeller Size: 100 mm to 212 mm
- Power: 1 HP to 12.5 HP
- Speed: 1400 RPM or 2900 RPM depending on model
- Capacity: 13 to 55 cubic meters per hour
- Head Range: 6 to 35 meters
These specifications ensure that the pumps can handle both moderate and high flow requirements depending on the process.
Chemical Compatibility
One of the major advantages of these pumps is their ability to handle a wide range of chemicals and gases safely. Industrial processes often involve corrosive substances that can damage ordinary pumps. High speed chemical pumps are designed to resist such corrosion.
Chemicals That Can Be Handled
These pumps are excellent for handling:
- Hydrochloric Acid (HCl)
- Dilute Sulfuric Acid (H₂SO₄)
- Sodium Hydroxide (NaOH)
- Sodium Chloride Solutions (NaCl)
- Phosphate Compounds
- Nitric Acid (depending on material compatibility)
They are also suitable for gas scrubbing processes involving gases such as:
- Chlorine (Cl₂)
- Bromine (Br₂)
- Iodine (I₂)
- Sulfur Dioxide (SO₂)
- Sulfur Trioxide (SO₃)
- Carbon Dioxide (CO₂)
Because of their corrosion-resistant construction, these pumps can operate safely even in highly aggressive environments.
Industrial Applications
High speed chemical pumps are widely used across multiple industries where fluid transfer of corrosive liquids is required.
Major Applications
- Chemical Processing Plants
Used for transferring acids, solvents, and other chemical liquids. - Pharmaceutical Manufacturing
Helps move chemical compounds during drug production processes. - Chlor Alkali Plants
Essential for handling chlorine and alkali solutions. - Steel Industry
Used in pickling and chemical treatment processes. - Water Treatment Plants
Used for dosing chemicals and transferring treatment solutions. - Batch Processing Systems
Suitable for transferring chemicals during batch production cycles.
Because of their flexibility and reliability, these pumps are considered an ideal choice for industries requiring safe chemical handling.
Water Vacuum Ejector System
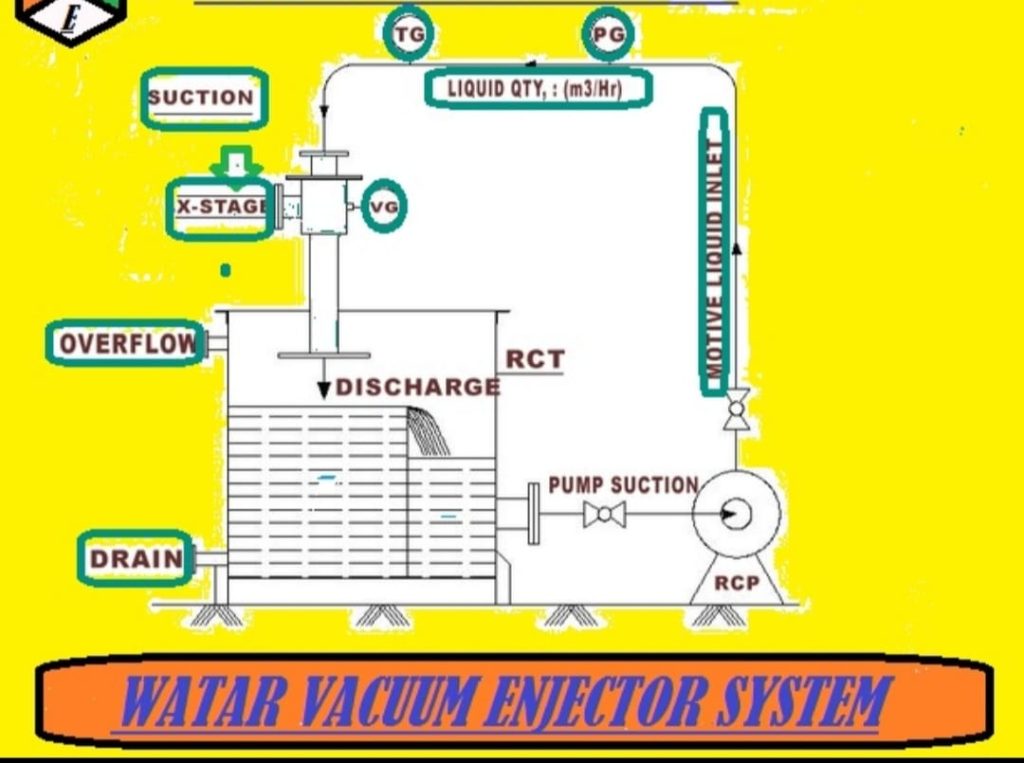
Another important system used in chemical industries is the Water Vacuum Ejector System. This system is designed to create vacuum conditions using water flow instead of mechanical vacuum pumps.
The ejector system works on a simple but effective principle. High velocity water passes through a nozzle which creates a low-pressure zone. This vacuum pulls gases or vapors from a tank or reactor and discharges them safely.
Components of a Water Vacuum Ejector System
The system consists of several important components that work together to maintain vacuum conditions.
Main Components
1. Suction Line
This line draws gases or vapors from the reactor or tank into the ejector system.
2. Ejector Nozzle
The nozzle accelerates water flow and creates a vacuum effect.
3. Mixing Chamber
The gases mix with water in this chamber before discharge.
4. Pump System
A pump circulates water through the ejector system.
5. Recirculation Tank (RCT)
This tank collects water after the vacuum process and allows reuse.
6. Overflow and Drain System
Maintains proper water level and removes excess liquid.
7. Instrumentation
Temperature gauges, pressure gauges, and vacuum gauges help monitor system performance.
Advantages of Water Vacuum Ejector Systems
Water vacuum ejectors offer several advantages compared to mechanical vacuum pumps.
Key Benefits
- No moving parts inside the ejector
- Low maintenance requirements
- Simple and reliable operation
- Resistance to corrosive gases
- Lower operating cost
- Safe handling of chemical vapors
Because of these advantages, many industries prefer ejector systems for vacuum applications.
Industrial Applications of Water Vacuum Ejector Systems
These systems are widely used in industrial processes where vacuum conditions are required.
Common Applications
- Chemical reactors
- Distillation systems
- Evaporation processes
- Vacuum filtration
- Gas scrubbing systems
- Pharmaceutical manufacturing
- Petrochemical processing
They help remove gases, vapors, and unwanted air from process equipment, improving efficiency and safety.
Integrated Pump and Ejector Systems
In many industrial installations, high speed chemical pumps are combined with water vacuum ejector systems. The pump circulates liquid while the ejector generates vacuum. Together they create a highly efficient process system for chemical handling and gas removal.
This integration is particularly useful in:
- Acid handling systems
- Chemical batch reactors
- Scrubber plants
- Water treatment facilities
Such combined systems improve productivity and reduce equipment failure.
Quality and Reliability
Industrial buyers prefer suppliers who provide high-quality equipment that meets strict operational standards. High speed pumps and vacuum ejector systems are designed with strong engineering principles to ensure:
- Long service life
- Reliable performance
- Chemical resistance
- Operational safety
- Efficient energy use
Proper manufacturing and quality testing ensure the equipment performs reliably in demanding industrial conditions.
Supplying Industrial Pump and Vacuum Systems
Suppliers of high speed pumps and water vacuum ejector systems play an important role in supporting industrial operations. A reliable supplier provides:
- Customized pump selection
- Technical consultation
- Installation guidance
- Spare parts support
- Maintenance assistance
These services ensure that customers receive the right equipment for their specific industrial needs.
Conclusion
High speed chemical pumps and water vacuum ejector systems are essential technologies for modern industrial processes. They provide reliable solutions for transferring corrosive chemicals, handling aggressive gases, and creating vacuum conditions in reactors and processing equipment.
With strong construction, corrosion resistance, and efficient performance, these systems are widely used in chemical, pharmaceutical, steel, and water treatment industries. Their ability to handle demanding industrial conditions makes them a valuable investment for companies seeking safe and efficient process operations.
For industries looking for dependable equipment for chemical transfer and vacuum generation, high speed pumps and water vacuum ejector systems provide a proven and effective solution.